INTEGREX i-H Series
Enhanced mechanical performance and machine structure that is designed to easily integrate with automation
-
The INTEGREX series has been designed not only to reduce lead time but also to meet requirements such as the machining of large diameter long workpieces to machining of difficult-to-cut materials and automation.
- Front of the machine adopts a flat design to easily incorporate automation systems
- The compact 20,000 rpm high-speed spindle (option) has improved output and torque, enabling high-speed machining of aluminum.
Higher Accuracy
Designed for higher speed and higher accuracy
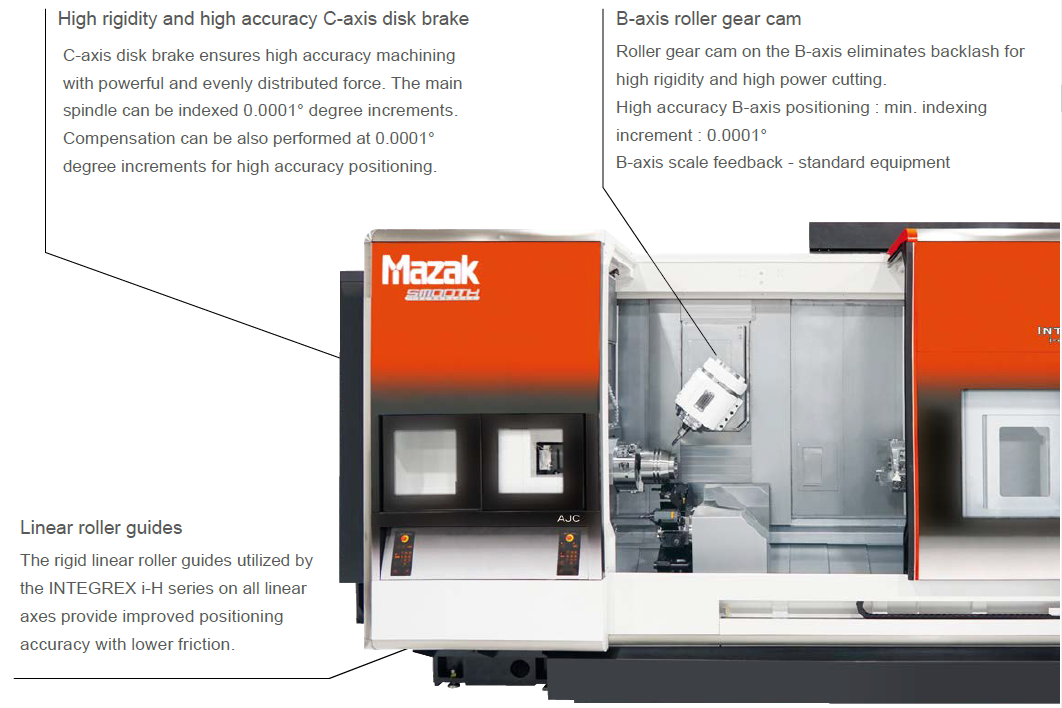
Milling Spindle
 The compact milling spindle with automatic tool changer enlarges the machining area and minimizes interference.
The compact milling spindle with automatic tool changer enlarges the machining area and minimizes interference.
The 12000 rpm spindle can perform high-efficiency machining of steel and castings.
Optional 20000 rpm spindle is designed for high-speed machining of aluminium and small diameter machining.
A wide variety of spindle specifications meet production requirements.
Powerful turning spindle
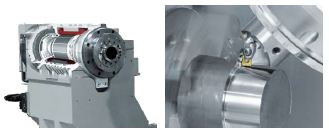 The integral spindle/motor has no gears or belts that can cause vibration to ensure excellent finished surfaces as well as high reliability.
The integral spindle/motor has no gears or belts that can cause vibration to ensure excellent finished surfaces as well as high reliability.
The powerful, high torque INTEGREX i-H series integral spindle/motor design provides fast machining cycle times.
Higher Productivity
NC tailstock
 The operator can set the tailstock position on the setup screen and move the tailstock to another position by menu-key or M-code.
The operator can set the tailstock position on the setup screen and move the tailstock to another position by menu-key or M-code.
| i-100H | Tailstock center (live center): MT No.4 Max. thrust : 2 kN (203 kgf) |
| i-200H | Tailstock center (live center): MT No.5 Max. thrust : 7 kN (713 kgf) |
| i-250H | Tailstock center (built-in center): MT No.5 Max. thrust : 7 kN (713 kgf) |
|
i-350H |
Tailstock center (built-in center): MT No.5 Max. thrust : 10 kN (1019 kgf) |
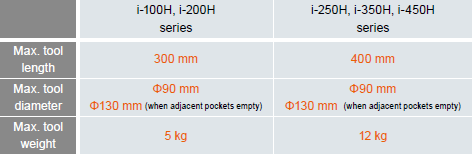
Tool Magazine
The tool magazine with a storage capacity of 38 tools (optional : 74 tools, 112 tools) is located at the rear of the machine.

In addition to the standard HSK-A63 (T63) ― CAPT O C6 and KM4X63 tool shank specifications are optionally available.
| Tool holder shank |
| HSK-A63(T63) (option: CAPTO C6, KM4X63) |
Convenient tool magazine access at the front of the machine
The tool magazine is located at the front of the machine eliminating the time required for the operator to go back and forth to the rear of the machine for higher efficiency (standard).
By shortening the operator's walking distance, work efficiency is increased.
Automation
Mazak Automation Solutions Options
Auto Flex Cell
The self-propelled articulated robot and stockers are compactly located in front of the machine to automate various setup operations, such as loading and unloading workpieces, supply chuck jaws and exchanging special tools. Mazak AUTO FLEX CELL can be retrofitted even after the machine has been installed.

Gantry Loader
The unique structure of the gantry loader system comprises a compact overall height which reduces work loading / unloading time and allows automatic operations to be performed over extended periods of time. The workpiece conveyor can be installed on machine right or left side and multiple machines can also be connected. A wide variety of specifications of workpiece hand and workpiece conveyor are available to meet production requirements.
A gantry loader system can be installed after the INTEGREX i-H installation by a simple retrofit.

Bar Feeder
A bar feeder can easily be used with the INTEGREX i-H series. A bar feed interface is available for most of the widely used systems. Optional bar feeder scheduling for high-mix, low-volume production and set production is available.

Auto Jaw Changer
 With the new auto jaw changer, 10 sets of chuck jaws can be automatically changed for the main and second spindles.
With the new auto jaw changer, 10 sets of chuck jaws can be automatically changed for the main and second spindles.
The operator can change the chuck jaws at the auto jaw changer magazine door which is located at the front of the machine during machining.
The automatic chuck jaw can be changed by the robot.
* Not applicable to INTEGREX i-100H and i-200H series
INTEGREX i-H Machines
Click here for the INTEGREX i-H range